latest news
contect us
昆山博众包装材料有限公司
电话:0512 57458636
手机:13338640877
手机:18913215455
传真:0512 36855466
网址:www.ksbozhong.com
地址:昆山市蓬朗徐家村路
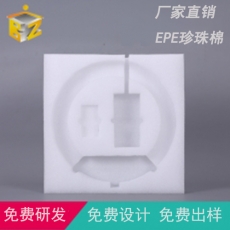
珍珠棉腹膜的特点有哪些?ag尊龙凯时集团-尊龙新版手机app下载来告诉您:
珍珠棉腹膜膜压工件间距:宽度小于100mm的窄长工件,工件间距不小于80mm;宽度大于100mm的工件,工件间距不小于60mm;工件与工作台边框的间距不小于80mm。横纵向的间距应在一条直线上,以减少空气流动的阻力。
工件垫板:垫板的宽度和长度均应比工件的宽度和长度小6-10mm,垫板的上表面四周的棱角应倒半径3mm-5mm的圆角或倒3×45℃角,以保证pvc与工件间的空气被抽净,达到pvc#牢固地胶合到工件边缘的效果。垫板的厚度应为工件厚度的3/4左右,是保证pvc不被拉白的重要措施之一。
设定温度:珍珠棉腹膜根据pvc的不同,设定温度应在130℃-160℃之间,普通pvc(相对于高光pvc)的温度应高一些,高光pvc应低一些(避免因温度过高而失光)。

设定时间:预热时间应30s-50s之间(pvc颜色的不同,预热时间也应不同,浅色的应适当加长,深色的应适当缩短;厚pvc应适当加长,薄pvc应适当缩短),抽真空时间应为8s左右,加压时间应为预热时间加上10-20s左右。达到设定压力的时间不宜过长,应为5s左右,以保证工件端面达到活化温度之上时的pvc与基材迅速粘牢且不过度不拉伸工件上的pvc。
设定压力:设定正压为3.8bar-4.2bar,负压为0.7bar-0.8bar,即正压+负压=4.5bar-5.0bar左右。
对于过厚的工件、高光珍珠棉腹膜pvc及厚度小于0.3mm薄pvc时应适当降低设定温度,适当增加预热时间,并增加工作台整个底板的高度,缩短工件与加热板的距离,以减轻或避免pvc变色问题。
ag尊龙凯时集团-尊龙新版手机app下载腹膜压薄木(木皮)时,用乳白乳胶类胶粘剂,木皮的温度应不低于105℃;压力越大越好,但达到设定压力的时间要长,即慢速加压。